

تُعد كفاءة المعدات وفعاليتها أساسًا لتطور المصانع وتحسين عمليات التصنيع وزيادة الإنتاجية لدى المؤسسات، ويمكننا الاطلاع على الخسائر الست التي تكون سببًا أساسيًا لعدم فعالية المعدات وهي:
* التوقفات غير المخطط لها
* التوقفات المخطط لها
* التوقفات الصغيرة
* الدورات البطيئة
* ورفض الإنتاج
* رفض بدء التشغيل
ونلاحظ أن التغلب على تلك الخسائر يساعد على تحقيق الفعالية الشاملة للمعدات والآلات كما يعد هدفًا جيدًا لإجراءات التحسين.
الخسائر الست الكبري Losses Big Six
نجد أن تلك الخسائر تأتي من نظام الصيانة الإنتاجية الشاملة، وقد قام Seiichi Nakajima بتطوير هذا النظام عام 1971 أثناء وجوده في المعهد الياباني لصيانة آلات ومعدات التصنيع، وكان وصفه للصيانة يركز على كونها مهمة ومسئولية جميع العاملين ولابد من إتمامها على أفضل وجه حتى يمكن الحصول على أعلى فعالية لها.
ومن الملاحظ أن تلك الخسائر تتعلق بأحد عوامل الثلاثة في الفعالية الشاملة للمعدات وهم:
* الإتاحية Availability
* كفاءة الأداء Operating Rate
* مستوى الجودة Quality Rate

وتكمن أهمية الست الخسائر في كونها تتماشى مع التصنيع المنفصل discrete manufacturing كما توفر بعض التفاصيل عن انخفاض فعالية المعدات أثناء عمليات التصنيع، وبناء على أن تلك الخسائر مشتقة من نظام الصيانة الإنتاجية الشاملة، فكل خسارة تمنحك عدة إجراءات للتغلب عليها ومواجهتها، وبالتالي رفع كفاءة المعدات والآلات.
ومن أجل التوصل إلى تصنيع خالي من الهدر ينبغي على المؤسسات التخلص من الخسائر الكبرى التي تؤدي إلى ضعف معدل التشغيل، وعدم كفاءة الأداء، وقلة مستوى الجودة، وعند التخلص منها سوف تتحسن فعالية المعدات لديك وتصبح عمليات التصنيع أكثر كفاءة واحترافية.
والآن لابد من التركيز على الحد من تلك الخسائر حتى نتمكن من الانطلاق نحو التحسن والتطور.
* توقفات غير مخطط لها
وهي عبارة عن فترة زمنية يتم فيها التوقف عن العمل، ويرجع سبب التوقفات هذه إلى عدة أمور كالأعطال المفاجئة، أو ضعف بعض المعدات، الصيانة غير المخطط لها، ونقص المشغلين أو بعض المواد.
* التوقفات المخطط لها
وهي تلك التوقفات التي تم إدراجها ضمن الجدول الزمني ومن أمثلتها تغيير المناوبات، تعديل الأدوات، التنظيف، إجراءات الصيانة، وفحص الجودة، ونجد أن هناك شركات عديدة تقوم بتصنيف فترات الراحة والاجتماعات على أنها توقفات مخططة.
* التوقفات الدقيقة
وهي تلك التوقفات التي لا تعدى دقيقة أو دقيقتين بسبب عطل مفاجئ لكن يتم معالجته سريعًا دون تأثير سلبي ومن هذه التوقفات انحشار بعض المواد داخل المعدات، وإدخال إعدادات غير صحيحة، والتنظيف الدوري السريع.
* الدورات البطيئة
ويرجع إلى عمل المعدات بصورة أبطأ من وقت الدور المثالي الذي يتم من خلال تصنيع قطعة واحدة في أسرع وقت ممكن، وبطء المعدات غالبًا ما يكون بسبب التشحيم السيء أو العمل بمعدات قديمة للغاية، أو استخدام مواد ذات جودة منخفضة، وربما قلة خبرة المشغلين.
* رفض الإنتاج
ويتم رفض الإنتاج للمنتجات التي تحمل بعض العيوب ويستوجب الأمر إعادة العمل عليها للتخلص من تلك الأخطاء والعيوب، وذلك من أجل ضمان الجودة والمعايير المتفق عليها.
* رفض بدء التشغيل
ويتم رفض التشغيل بسبب أن المعدات كان ينبغي تسخينها جيدًا من أجل الحصول على جودة المنتجات، فعدم تسخين الآلات والمعدات لمدة كافية يسهم في إنتاج منتجات وسلع بها عيوب وأخطاء.
كيفية الاستفادة من تلك الخسائر الست؟
تعمل تلك الخسائر على توفير معلومات تفصيلية وإضافية تتوافق مع تحقيق الفعالية الشاملة للمعدات وذلك على المدى القصير.
أما على المدى الطويل تسهم في تحديد الإجراءات المضادة اللازمة للتغلب على تلك الخسائر.
أدوار أعضاء الفريق
| الدور | الوصف |
| المدير | يعمل على تحديد كيفية جمع البيانات، ووضع المعايير لتحديد أوقات الدورات المثالية. إعداد أهداف التحسين وتتبعها، وتحديد أهم مبادرات التحسين الاستراتيجي، المتابعة المستمرة من أجل استدامة التطوير. |
| المشرف | التحقق من صحة أوقات الدورات المثالية، ومراجعة الخسائر في بداية كل مناوبة لتحديد إجراءات التحسين وتعيينها، والحرص على دقة البيانات. |
| المشغل | الاطلاع على أسباب جميع التوقفات غير المخطط لها والمخططة. |
الدور الوصفواقتراح التحسينات والإجراءات بناء على تلك الأسباب والملاحظات. |
الأفكار الرئيسية حول الخسائر الست
* مراقبة العوائق
لكل عملية تصنيع مجموعة من العوائق التي ترتكز عليها العملية بأكملها، لذلك ينبغي قياس تلك الخسائر عند كل قيد من أجل التركيز على تحسين الإنتاجية وزيادة الربحية.
* عدم إخفاء الخسارة
ينبغي الاعتراف بالخسائر التي يمكن وقوعها جراء إهدار الوقت في العمل على جوانب لا تضيف قيمة للعملاء، واستغلال تلك الوقت في العمل على تصنيع منتجات تلبي احتياجات العملاء وتكون ذات قيمة، وبذلك تتمكن من الحصول على تصنيع خالي من عامل الهدر الأساسي وهو وجود مخزون، وبذلك تستطيع المؤسسة إجراء التحسين والتطوير.
ولذلك تحرص الشركات على جعل الاجتماعات وفترات الراحة ضمن التوقفات المخطط لها، كما تركز على التأكد أن أوقات الدورات المثالية ينبغي أن تستند إلى أسرع وقت لتصنيع قطعة واحدة.
* توحيد قياس وقت التغيير
ينبغي أن يكون وقت التغيير بين المناوبات محددًا ويتم قياسه بدقة دون إهدار دقائق بلا فائدة.
* وضع معايير وقواعد للخسائر
ينبغي على الفرق وضع معايير وقواعد محددة ومكتوبة للخسائر الست الكبرى التي يمكن أن تواجه الفريق لقياسها بدقة والتغلب عليها بكفاءة.

* أتمتة جمع البيانات
تساعد أتمتة جمع البيانات في تحسين دقة القياس للتوقفات بنوعيها المخطط لها وغير المخطط لها، وبذلك يمكن بسهولة تحديد أهم الخسائر التي تؤدي إلى ضعف فعالية المعدات وخفض مستوى كفاءتها.
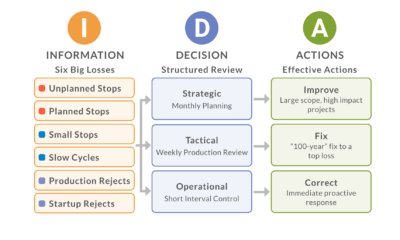
ونجد أن تحديد الخسائر الست يوفر معلومات ورؤى متعددة يمكن استخدامها لمواجهة تلك الخسائر والتخلص منها، ويعد الجمع بين التحسين المنظم والمؤسسة الدولية للتنمية (المعلومات، القرار، الإجراء) IDA إطارًا فعالا للقيادة الناجحة.
فالمؤسسة الدولية للتنمية تعمل على تحويل المعلومات إلى إجراءات عن طريق اتخاذ القرارات المتعلقة بمستويات الشركة الثلاثة الاستراتيجية والتكتيكية والتشغيلية.
كما يضمن التحسين المنظم تقارب واتصال هذه الإجراءات من خلال جميع مستويات الشركة، وبذلك يصبح التحسين المنظم و IDAأساسًا لإدارة وقيادة جميع الإجراءات الفعالة عبر مستويات الشركة الثلاثة.
المستوى والصعوبة
* تعتبر الخسائر الست الكبرى هي الأساس لقياس مدى كفاءة وفعالية المعدات كما توفر رؤى ذات قيمة من أجل إجراءات التحسين.
* قد يكون من الصعب الحصول على معلومات دقيقة وهذا الأمر يتطلب الأتمتة والتي يمكن تحقيقها بسهولة من خلال استخدام نظام أو نموذج جاهز.
ينبغي تقييم نفسك من خلال معرفة مدى جودتك في تحديد ست خسائر كبيرة وذلك عن طريق طرح التساؤلات الآتية:
| سؤال | ✔ |
| 1. هل يتم قياس جميع الخسائر الست الكبرى؟ | |
| 2. هل يفهم جميع المشغلين والمشرفين الخسائر الست الكبرى؟ | |
| 3. هل يتم قياس جميع الخسائر من منظور القيد؟ | |
| 4. هل يتم تسجيل أسباب جميع التوقفات غير المخطط لها؟ | |
| 5. هل يتم تصنيف التغييرات والاستراحات والاجتماعات على أنها توقفات مخطط لها؟ | |
| 6. هل أوقات الدورات المثالية التي تم التحقق من صحتها تعتبر متاحة ومستخدمة لكل جزء؟ | |
| 7. هل يتم احتساب أجزاء إعادة العمل على أنها مرفوضة؟ | |
| 8. هل تستخدم جميع الفرق نفس قواعد ومعايير الخسائر الست الكبرى؟ | |
| 9. هل جمع البيانات آلي لتحسين الدقة؟ | |
| 10. هل يوجد إطار رسمي لتحويل المعلومات إلى أفعال وإجراءات متخذة؟ |